The implementation and evaluation of a micro supply chain management system in a medium-sized manufacturer - SCM implementation tips.
Dr Austen Jones
Production Planning, Saftronics Ltd, Leeds, UK
Mr Jonathan Robinson
Operations, Saftronics Ltd, Leeds, UK
Mr Bernard O’Toole
School of Engineering, Leeds Metropolitan University, Leeds, UK
Prof Dave Webb
School of Engineering, Leeds Metropolitan University, Leeds, UK
ABSTRACT
Companies often focus efforts to improve business efficiencies on internal systems and significant benefits can be achieved by so doing. However, the magnitude of the realised benefit is restricted if only processes within the organisation are targeted for improvement.
This paper describes the implementation of a bespoke web-based supply chain management system / online collaboration system. The main drivers behind the development of the system were late deliveries from the supplier and also sporadic and inaccurate delivery schedule information from the supplier.
The implementation approach is discussed along with the problems that were encountered en route and the measures that were undertaken to ensure that implementation was successful. The importance of metrics is stressed as these are essential if any improvements are to be quantified which in turn enables the justification of such projects in financial terms which is compounded by the ‘soft’ benefits that result from the use of such systems.
1 BACKGROUND
Manufacturing is vital to the economies of Europe, "more so than ever" according to the Director of Economic Affairs of the Union of European Industrial & Employers Confederations (UNICE). Considering employment alone manufacturing generates 4.5 times as many secondary jobs as retail and so is clearly important in the context of lowering unemployment. Despite the importance of manufacturing, employment in the sector fell by nearly 20% across much of Europe between 1970 and 1990 with the worst affected being the UK. Over the same time span import penetration doubled in the UK and these trends have continued coupled with major job losses across the sector as whole.
These job losses have, however, contributed to the almost 50% increase in UK productivity that manufacturing experienced between 1985 and 1994. However, existing standards of value adding capability within British industry still remain at a low level and if the UK manufacturing industry is to be competitive globally then the fat must continue to be trimmed and the strategic benefits that can be facilitated by recent advances in technology, for instance, the feasibility of supply chain planning and online collaboration, need to be built. Further, effective implementation and management of these ‘devices for efficiency’ for manufacturers are considered to be critical to long-term survival and competitive advantage.
Poirier and Bauer postulate that today’s business leaders can be grouped into four categories depending on their perceptions of the implications of the internet to their businesses, in essence these are:
1. Cynics – these people believe that the impact that the internet will have on business has been hyped and that the hype will be short-lived. Improvement efforts in these businesses tend to be focused on internal issues.
2. Cautious Sheep – these will go with the crowd and accept new technology and the efficiencies it affords when it has been fully tried and tested. This is a low risk strategy inasmuch as by the time leaders in this category start to use the technology available to them it will have been proven to be effective. However, it is a risky strategy in the long term due to the fact that at the times that these businesses start to benefit from technological advances many of their competitors will have been benefiting from them for some time and will be implementing new systems to provide continued advantage in the market place.
3. Ostriches – heads buries deep in the sand these people do not understand and do not want to understand the benefits and efficiencies that sensible application of technology can yield, they believe in ‘business as normal’ in an ever-changing world.
4. Crest Riders – these people represent a new breed of business entrepreneur keen to exploit the potential of enabling technologies.
In the manufacturing industry in particular it is especially important that we in the UK tend towards the ‘crest rider’ end of the spectrum as labour costs are extremely high relative to those in developing economies and this will be the only way that UK manufacturers will be able to be profitable and successful in the longer term.
One UK manufacturer keen to apply new ideas and approaches to solving old (supply chain) problems is Saftronics. Saftronics employs approximately 130 people and assembles motor control centres (MCCs) and control panels (CPs) the majority of which are supplied to the UK water industry. These MCCs & CPs consist of large bespoke fabricated and painted metal enclosures containing various low voltage electrical switchgear and components as specified by the customer.
2 METHODOLOGY ADOPTED
As part of a KTP (Knowledge Transfer Partnership) project various aspects of Saftronics’ supply chain as well as internal planning and production processes were looked into with a view to unearthing improvement opportunities. The diagram below shows the main stages that were undertaken, each stage is then discussed in turn.
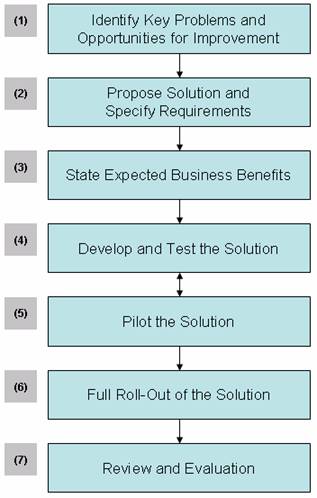
Fig. 1 KTP Project Stages
3 IDENTIFY KEY PROBLEMS AND OPPORTUNITIES FOR IMPROVEMENT
The senior management of Saftronics saw that their business was experiencing a variety of problems both from their point of view and also from the customer’s perspective. The main issues, which are interlinked, needing to be addressed were:
· Saftronics often delivered orders late to their customers
· Determination of the progress of a Job on the shop floor was difficult to do and took considerable time
· Expediting / fire fighting was the norm, no real production planning was undertaken
· Excessive overtime
· Inability to forewarn customers of late deliveries (sufficiently)
· Excessive WIP and double handling of work (i.e. inefficient working practices)
Looking beneath the surface of these ‘symptoms’ in an attempt to unearth the root causes it soon became clear that many of the issues faced by Saftronics were, at least in part, brought about by issues apparently beyond their control.
Orders are treated as discrete projects and the target turnaround time for projects is in the region of 12 weeks, 2.5 weeks of which is assigned to the fabrication and painting of the metalwork enclosures. This fabrication and painting process has the longest duration of any of the tasks on each project’s critical path and furthermore both tasks were outsourced to different suppliers with the fabrication stage effectively being single-sourced.
Production of any description was unable to begin until painted metalwork was delivered to Saftronics. The fact that production could not commence until the metalwork had been received coupled with the fact that metalwork deliveries were by default often significantly late was a real body blow to Saftronics’ hopes of meeting customer delivery dates. However this metalwork delivery tardiness was only one dimension of the metalwork issue, the other, equally important in the view of the author (AJ), was that there was no certainty as to what was going to be delivered and when. Stores personnel coined this problem saying that it was ‘like Christmas every day’. This resulted in the situation where planning and scheduling of production could only be undertaken with any hope of reliability after deliveries had been physically received by Saftronics. These issues of routine lateness and uncertainty combined to give rise to some of the serious operational problems that senior management had identified, namely that:
· Delivery dates of orders to Saftronics’ customers were routinely after schedule.
· When Saftronics did deliver an order on time it was usually achieved at considerable additional expense by the use of over time or outsourcing.
· ‘Planning’ of production tended to be reactive and short term undertaken with reference to what metalwork was in the building rather than what should be produced, this reactive ‘hand-to-mouth’ approach of production control led to excessive dependence on expediting systems not to mention unnecessary stress.
Saftronics were aware of the metalwork delivery issues and had grappled with them in an attempt to gain control. A spreadsheet-based schedule was in use by Saftronics and the fabricator that was bounced back and forth between the two on a weekly basis.
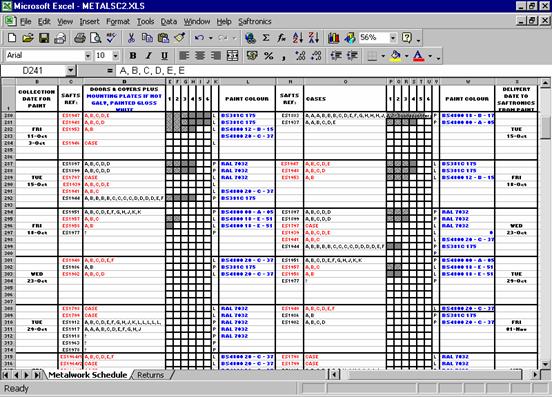
Fig. 2 Metalwork Schedule
The schedule reflected Saftronics ‘must have by’ dates for metalwork and the fabricator’s statement as to the current status of each job on their shop floor. While the metalwork schedule spreadsheet may have been a useful progress plan for the fabricator (in that it showed at what stage in the manufacturing process jobs were at within their pipeline) to Saftronics it was of little value since it was largely irrelevant to them whether a job was being punched / pressed / welded etc – all Saftronics needed to know was the date that the metalwork was going to be delivered.
The spreadsheet was flawed also in that there would sometimes be several different versions of it in existence at any one time thus fostering much confusion. Also the sheet, by its nature was a dynamic document but no ‘snapshots’ of performance against planned delivery dates were ever taken. For instance, looking at the ‘planned delivery to Saftronics’ date it was not possible to determine whether the date shown was the original planned date or if the date had been pushed out a number of times already.
In brief, digging into the processes deeper still revealed there were a number of contributory factors which combined to present the various problems to Saftronics, for instance:
· Delivery performance of metalwork items was not measured or tracked in any real way.
· The dates that metalwork was wanted to be delivered to Saftronics tended to be imposed rather than arrived at by consultation and with respect to available capacity.
· There was considerable scope for metalwork orders to be ‘lost’ in no man’s land, beyond the control of Saftronics, between fabrication and the paint shop.
· The fact that items of metalwork were not uniquely identified meant that there was no formal checking in process for items of metalwork that were received.
4 PROPOSE SOLUTION AND SPECIFY REQUIREMENTS
As mentioned already the set of problems to be addressed were substantially interlinked. There were four main areas that, if properly addressed would greatly reduce many of the headaches that Saftronics had been experiencing, these were:
· Measurement of performance
· Realism in relation to targets and plans
· Traceability of items of metalwork
· Visibility of job status and targets both internally and in the supply chain
4.1 Measuring Performance
If the adage ‘you cannot control what you cannot measure’ is to be believed then it was fundamentally important that metalwork delivery performance be monitored against each job’s project plan and that this data be kept and monitored routinely. Key aspects to measure included the lead time for receiving painted metalwork from order placement and Saftronics’ delivery performance to its customers.
4.2 Realistic Plans
In favour of attempting to impose unachievable delivery dates on the fabricator it is better to consult with them and ask them to give a delivery date that they are willing to commit to. The focus here being on eliciting workable dates such that plans will be met and will start to be seen as being credible. This would require a change in mindset from Saftronics’ point of view as it would necessitate that the disruptive system expediting jobs (i.e. out of sequence) would only to be used as a last resort.
4.3 Traceability
Metalwork items would be uniquely identifiable so as to enable a formal parts checking in process to be followed by Goods In at Saftronics. This would also mean that metalwork items would be less likely to go missing and that any metalwork shortfalls would be picked up early in the manufacturing cycle such that corrective action could be taken well before it developed into a delivery-threatening crisis.
4.4 Visibility
For communication to be effective it needs to be an efficient and timely two-way process and in this respect there were ways that Saftronics could improve communications with the fabricator. For instance, Saftronics could give the fabricator advance warning of orders i.e. as soon as the company wins an order they could alert the supplier about the job, its size and when designs would be scheduled for release to the supplier. This would mean that the supplier is able to make informed planning and resourcing decisions based on an anticipated order schedule.
For Saftronics, the information required for workable production plans would be enhanced by the supplier alerting Saftronics of any problems i.e. advance warning of late deliveries to Saftronics. In order for the fabricator to be in a position to provide this information it would be necessary to ensure that they felt able to be honest about delays and also that they were given control of the paint process so they could be held accountable for missed delivery dates.
These suggestions, while they are of significant value, they do not guarantee relevancy, timeliness or visibility. To these ends a database system accessible by both Saftronics and the metalwork supplier would be required to replace the previous spreadsheet system. Both parties having easy a access to a centralised database would ensure that each would be working to the same set of information and that this information could be up-to-date (live / real-time).
4.5 ‘Micro’ Supply Chain Management System
So as to make the information easily accessible to both parties it was decided that the system would be deployed via the world wide web and access to the system would be controlled by username and password. The micro SCM system would provide the following functionality via a web interface:
· Allow jobs with end customer delivery dates to be defined and allow the bill of material (BOM), from the metalwork point of view, for a job to be entered.
· The system needs to be date oriented rather than activity oriented i.e. the emphasis must be on what date Saftronics will receive metalwork parts rather than at what stage in the fabrication process a job is with the fabricator.
· Easy reporting of metalwork parts that need to be chased.
· Quick tracking and reporting of parts that were delivered late… and why.
· Support the filtering and sorting of information to the specific requirements of the user so as to ensure that only information relevant to the user is displayed and that this is done so in a format that is appropriate to the task that is being undertaken, i.e. adopt a user-centric view of system during development.
· The system would benefit from being as automated as possible and containing various error checking routines, for instance, you cannot check items in before they have been ordered and so on.
· The content and functionality made available to system users is dependent upon their login level, for instance only Stores members are able to check in metalwork parts, only the supplier is able to update the ‘revised delivery date’ information.
· Provide the fabricator with information to assist decision-making regarding rough cut capacity requirements.
· Provide Saftronics with a more source of reliable and up to date information to enable production planning to be undertaken in a meaningful way.
4.6 Sticks and… Carrots!
To clarify the ground rules and to define the context within which the micro SCM system would be used an agreement was drawn up between Saftronics and the fabricator, the main points of interest consisted of:
· Fabricator to update the online schedule with ‘revised delivery dates’ as appropriate on at least a daily basis.
· Fabricator to take control of the paint process as well as the production of the metalwork. For this extra service (and responsibility) Saftronics would pay a management fee to the fabricator. This removes scope for problems falling between the cracks (i.e. finger-pointing between the fabricator and the painters) and therefore increases visibility and eases monitoring of any slippage as ownership lies only with one party.
· Supplier receives additional ‘motivation’ for achieving delivery dates they agree to i.e. a percentage of the agreed fee for a job is forgone if the agreed delivery dates are missed.
· Deliveries are signed for by Stores and this delivery date is recorded on the metalwork logging system (a part of the micro SCM system).
5 STATEMENT OF EXPECTED BUSINESS BENEFITS
The aims of the proposed solution were to increase the on-time delivery of metalwork to Saftronics and, where this could not be achieved, to improve the quality of information (i.e. accuracy and timeliness) coming from the fabricator regarding revised delivery dates. The achievement of this would mean that production ‘planning’ could be attempted and Saftronics would be in a better position to meet customer deadlines and therefore win repeat business with less Sales effort as depicted in Fig. 3.
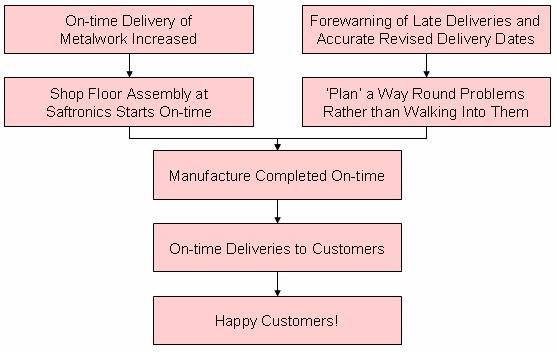
Fig. 3 Expected Business Benefits
6 DEVELOP THE TEST SOLUTION: the micro scm system
After achieving buy-in from Saftronics senior management and also the managing director of the fabricator the contract was agreed and signed off (as per 4.6). This was a green flag for the process translating functional requirements (and user expectations!) into a robust and effective ‘micro SCM’ prototype system.
The database was designed in MS Access 2000 – the relationships between the main tables in the database are shown in Fig. 4.
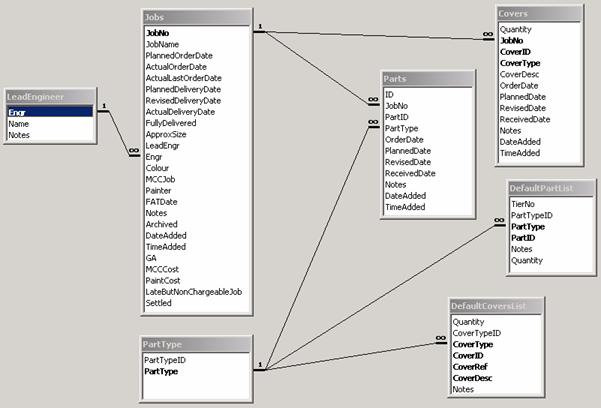
Fig. 4 Database Relationships
The web interface to the database comprised of a suite of ASP pages (active server pages) written in VBScript such that the system could be used by anyone with a browser (and a valid username and password). In respect of the users of the micro SCM system the following categories were defined:
· Engineers – able to enquire about the delivery status parts of any project, view performance measurement charts etc.
· Planning – as for Engineers and also able to define new projects on the micro SCM system.
· CAD – as for Engineers and also able to explode a project into its composite parts.
· Fabricator – as for Engineers and also able to update the ‘revised delivery dates’ for metalwork parts.
· Stores – as for Engineers and also able to book in received metalwork parts.
· Admin – as all of the above and with a additional functionality to administer the database / website.
These user categories and their respective roles are depicted in Fig. 5.
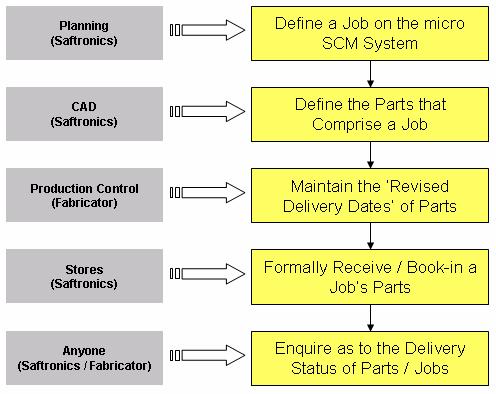
Fig. 5 Roles of Each Category of User at Each Stage in the Planning, Design, Manufacture and Receipt of Metalwork Parts
The main screens of interest to Saftronics from a planning and operational point of view are the ‘Delivery Status of Metalwork Parts’ page (Fig. 6) and the ‘Detailed Delivery Status’ page (Fig. 7.) The key points of the ‘Delivery Status of Metalwork Parts’ page (Fig. 6.) are:
· lists all the live jobs – live from Saftronics point of view.
· gives high level information about each job including its size, who the Engineer responsible for the job is and key dates, namely:
o ‘Planned Order’ – the date the order is due to be released to the fabricator, this gives the fabricator some forward view of the orders they will receive from Saftronics over the coming weeks.
o ‘Actual Order’ – the date the metalwork order was released to the fabricator.
o ‘Planned Delivery’ – the agreed delivery date of the parts comprising the job.
o ‘Revised Delivery’ – updated by the fabricator this date reflects any expected change to the planned delivery date i.e. if parts are to be delivered ahead of or after the planned date.
o ‘Actual Delivery’ – the date that the final part for the job was received at Saftronics.
· the report can be sorted by the above dates, i.e. the fabricator can sort by ‘Planned Order’ date to view their schedule of upcoming orders from Saftronics, and Saftronics can sort by ‘Revised Delivery’ date to view the schedule of upcoming deliveries to their factory.
· flag indicating whether the job has been fully received or not.
· late ordered and late received jobs are shown with yellow backgrounds to highlight them.
· the report page can be filtered by Engineer i.e. so engineers can view only the jobs that they are responsible for.
· hyperlinks are provided to the ‘Detailed Delivery Status’ page for each live job.
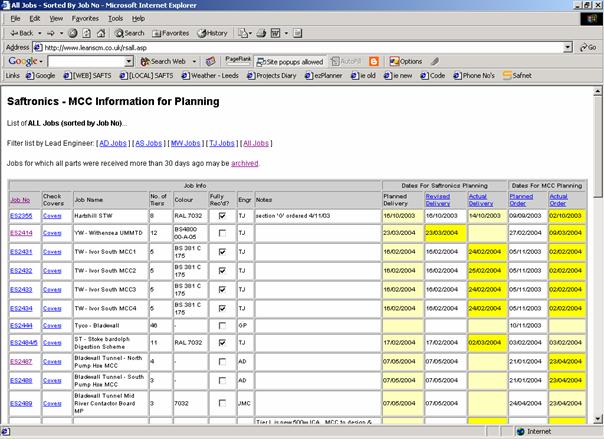
Fig. 6 Delivery Status of Metalwork Parts
The key points of the ‘Detailed Delivery Status’ page (Fig. 7.) are:
· lists every metalwork part that has been defined for the selected job.
· for each part it displays various details as follows:
o ‘Part ID’ – the part’s ID code – unique to the job.
o ‘Part Type’ – the category of metalwork part i.e. door, back plate, tier etc.
o ‘Order Date’ – the date the part was ordered from the fabricator.
o ‘Planned Delivery Date’ – the part’s initially agreed date for delivery to Saftronics.
o ‘Revised Date’ – defaults to the ‘Planned Delivery Date’ but can be changed by the fabricator should the need arise.
o ‘Received Date’ – the date that the part was received at Saftronics. If this field is blank this indicates that the part has not yet been received and if it has a yellow background this indicates that the part was received late.
o ‘Notes’ – a field displaying any notes added by CAD, the fabricator or Stores.
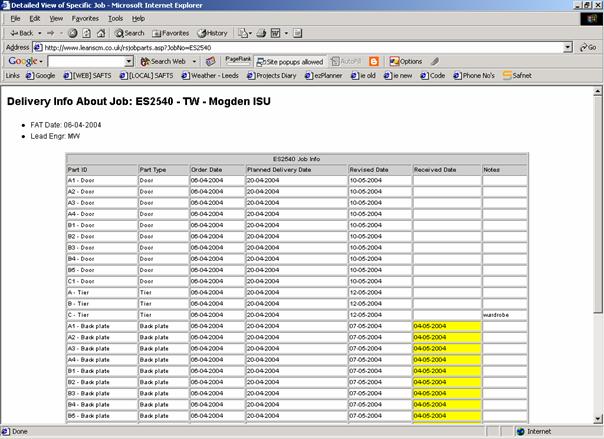
Fig. 7 Detailed Delivery Status
The prototype database consisted of approximately 20 ASP files containing over 8,000 lines of VBScript. Testing was done by the developer prior to piloting to ensure that all scripts and required functionality were working correctly. It should be noted that the development process was undertaken in close contact with the stakeholders of the system so as to facilitate ownership and take-up of the system when it was rolled out formally. The required domain name, bandwidth and disk space on a web server able to run the ASP scripts were kindly made available to the project by me-too.net Ltd
7 pilot the micro scm system
While much ‘selling’ of the micro SCM system had been undertaken by this stage this process needed to be stepped up a gear as key personnel were now required to use the system rather than just nod their heads to the virtues of a theoretical system – a massive difference. It should be born in mind also that the author (a KTP Associate) had no line authority over anyone in the company and was therefore wholly reliant upon the goodwill of the people he was dealing with – this represented a useful opportunity to develop diplomacy and persuasion skills.
A stakeholder analysis was performed and potential winners and losers were identified. More attention was paid to the potential losers at this stage as they were considered to present the biggest problem in respect of a smooth implementation, members of this category were:
· CAD – required to enter extra details about the jobs they were drawing.
· Stores – required to spend (potentially) more time checking metalwork parts in.
In the case of CAD the offered stance was the acknowledgement that yes they were having to spend a few extra minutes doing a job that they did not have to do before but that these minutes were invested rather than wasted as they would collectively save the company easily ten times more than the extra time it took them to update the system and therefore the task was worth doing. A similar line of argument was followed with the Stores personnel but with the additional suggestion that they would save more time as a result of the micro SCM system due to the fact that there would be far fewer enquiries at the Stores counter asking about metalwork deliveries since the information would be accessible from any PC.
Intensive training was given to all the people involved in the pilot (i.e. all but the general user / Engineers) and the author made himself available throughout the pilot period and sought to elicit feedback about the system.
The author was very pleasantly surprised that the piloting of the system was as well received as it was and considers it fortuitous that the CAD team and Stores personnel were open-minded and able to put the agenda of Saftronics ahead of their own.
There were a number of bugs, thankfully minor, that surfaced during the pilot but more importantly there was some functionality that was missing and some tasks were unnecessarily onerous. For instance, the updating of revised delivery dates was potentially quite time consuming if there were a large number of parts whose dates needed to be updated. The author deemed it important to be seen to be responsive to the requests and the suggestions of the different camps of user – so the micro SCM system was modified in line with received comment where this was feasible.
8 full roll-out of the micro scm system
The literature in the area of IT system implementations is riddled with horror stories and shining examples of exactly what not to do when it comes to implementing change. One very common problem, especially when the ‘change’ being attempted is the implementation of an IT system is the confusion of ‘implementation’ with ‘installation’. The latter focuses on the technology and is only one small aspect of the former.
Implementation of a new system is a major organisational undertaking. It is very important to guard against viewing it as a software system that processes data since this results in implementations tending to focus on technical issues such as data accuracy at the expense of attention being paid to the organisational context into which such systems are being introduced. Another reason not to focus on IT when speaking about new or proposed system implementations is that the people that will be using the system, i.e. making it happen, will view the system as belonging to the IT Dept., they will not see it as ‘their’ system and will therefore have less motivation to ensure that the change is successful. ‘Installations’ will tend to fail whereas ‘implementations’ have a chance of succeeding.
There are some common themes in the recommendations offered by the various authors to boost the likelihood of system implementation success, these ‘critical success factors’ include:
· Top management commitment – viewing an IT system implementation as a change process rather than a technical issue implies that commitment to the intervention by top management is a primary determinant of implementation success.
· Change management issues – helping people to accept change, effective and continued communication, involvement of the people affected by the change and so on are widely reported as being vital to successful system implementation.
· Education and training – education to assist with understanding the theory and the rationale for undertaking the changes and training in the correct use of the implemented system, i.e. the micro SCM system.
· Involvement and commitment – research highlights the fact that the more actively involved the users are in designing and implementing the system the higher the probability of success.
· Suitability of hardware / software – a thorough requirements analysis process followed by the selection / development process is an important stage of system implementations.
· Data accuracy and integrity – correlated highly with implementation success.
· Other factors – implementation success was found to be facilitated by: company expertise in IT, clear goals and objectives, inter-departmental communication and co-operation, management relying on the output of the system for day-to-day decision making.
In brief, IT system implementations are very difficult requiring the consideration and successful addressing of a complex tangle of socio-technical issues.
Table 1 Steps taken to ensure the Project’s Critical Success Factors were in place
|
Critical Success Factor |
Measures Taken To Facilitate Success |
|
Top management commitment |
· Senior management involved from both companies. |
|
Change management |
· The author did ‘tours’ of all the main players, shop floor up to directors, and spent time explaining what was going to happen and why paying fair attention to the problems with the current way of doing things and the problems being experienced. · Significant time and effort was invested getting people to feed their ideas into the system specification process. · Communication in the form of meetings, presentations, training, email, newsletter and intranet articles ensured that the people involved in the change informed, up to speed and on-side. |
|
Education and Training |
· Stakeholders / key users of the system were ‘educated’ i.e. informed of the theories behind having one central source of information, getting info from the PC rather than from pieces of paper, performance measurement and so on. · Latterly the same groups were ‘trained’ i.e. showed what the system could do and how to use it in order to be able to fulfil their duties efficiently. |
|
Involvement and commitment |
· Stakeholders were frequently involved throughout the whole process ranging from the education / training sessions outlined above, requests for input / feedback, announcements in the company newsletter and on the intranet and even a competition to name ‘the system’ where the winner received a bottle of wine – this helped to foster feelings of ownership of the micro SCM system or ‘SAFTS’ as it was christened (Saftronics Application For Tracking Steelwork). |
|
Software suitability |
· Detailed functional requirements analysis was conducted. · Users were invited to provide feedback and suggestions. |
|
Data accuracy and integrity |
· Relational database used. · Error checking built into the system. · Extensive testing of the system was undertaken prior to and during pilot. |
|
Other factors |
· Close liaised with Saftronics IT department. · Goals of the system clearly defined. |
As can be seen from the micro SCM system usage profile shown in Fig. 8. testing and piloting of the system was complete by the end of June 2003. The redevelopment / further development of the system was undertaken for a short period then July saw the start of the full roll-out of the micro SCM system. With the exception of the lull around the Christmas period usage of the website has remained at a high level i.e. 150 page views per day.
Fig. 8 Web Pages Viewed on the Micro SCM System per Day
Fig. 9. tells a similar story and shows that at present 15 people use the micro SCM system every day (the real number, i.e. ‘per working day’, will be greater as weekends are included in the current ‘per day’ calculation).
Fig. 9 People Using the Micro SCM System per Day
The fact that the number of people using the system each day has recently been on the increase indicates that the system is becoming more used and that it is useful.
Companies attempting to install an IT system rather than implement a new way of doing things will be destined for trouble. Realising the incompleteness and myopia of the 'installation' approach, the focus should widen to incorporate change management, organisational and 'softer' issues as well as the more obvious technical issues such that systems can be properly and successfully implemented and accepted.
9 evaluation of the micro scm system
The micro SCM system has proven itself to be reliable, robust and capable of outputting recommendations that stand up to close scrutiny. The on time delivery performance of the fabricator has not improved beyond doubt since the implementation of the system due in part to the fabricator relocating their operations and the only very recent implementation of the late delivery penalty charges that Saftronics is now imposing on the fabricator. However, the quality of the information that is provided to Saftronics from the fabricator for the purposes of production planning has improved markedly as can be seen in Fig. 10.

Fig. 10 People Using the Micro SCM System
The bar chart shows that the date that metalwork parts would previously have been delivered at Saftronics was over six days different from the date that Saftronics were advised the parts would arrive by the metalwork supplier. Now this date variance has been improved by more than a factor of three and currently stands at less than two days. While this improvement is very marked and positive in itself there is still room for improvement and the target is to have completely accurate delivery schedule information from the fabricator, i.e. 0 days variance.
The benefits that the micro SCM system has yielded / will yield are numerous, significant and heavily intertwined, they include:
· reduced visits by Engineers to the Stores counter (as previously Stores were responsible for tracking the delivery status of metalwork parts using a cumbersome paper-based system)
· improved working efficiency of the Engineers (fewer disruptions to work / disruptions of a shorter length)
· improved working efficiency of the Stores function (fewer internal queries being dealt with, time spent kitting the correct jobs, less time spent progress chasing / expediting)
· improved working efficiency of the fabricator (as fewer interruptions received from Saftronics chasing deliveries and progress chasing)
· improved information to Saftronics production planning resulting in more realistic plans
· reduced need for replanning
· improved morale due to more stability and visibility of upcoming work
· improved efficiency of shop floor working (reduced double handling due to increased stability of work priorities)
· leading to reduced shop floor overtime working
· reduced WIP leading to more shop floor space freed up (working on jobs until complete)
· improved profitability per job
· better service provided to the customer both in terms of swifter responses to questions about progress and also in terms of greater adherence to scheduled delivery dates
As can be seen the positive effects of the micro SCM system are quite far-reaching and considerable. Most of the above benefits could not be easily or reliably translated into financial figures that could credibly be used to help justify the costs of implementing such a system. However it is often necessary for companies to do an (expected) cost – benefit analysis before undertaking the expense and upheaval associated with system implementations hence it was important to quantify at least some of the benefits that the system had brought about.
In order to quantify the benefits of the micro SCM system, in financial terms, we considered which groups of personnel were affected most by its introduction and use and tried to quantify the time saving that system usage would bring. To calculate time saving the interruption time and time taken to visit Stores by an Engineer and then the time taken by the Stores person to handle the enquiry were judged / measured. This information was compared to the time that the same enquiry would take if done via the micro SCM system so as to arrive at a value for the average time saving per metalwork delivery status enquiry.
Phone data logs and internet access logs combined to show how often metalwork delivery status enquiries were being made. The product of this enquiry frequency figure and the average time saved per enquiry gives the total time saving per unit time that usage of the micro SCM yields. This time can be multiplied by the cost associated with the personnel to derive a financial value of the benefit of using the micro SCM system. Undertaking such an analysis gave rise to an annual saving of over £44,417 for using the micro SCM system and this is a conservative figure since it quantifies only one or two of the listed benefits of system usage.
10 CONCLUSIONS
· Paying due attention to the system implementation ‘critical success factors’ helps to ensure that the likelihood of system implementation success is maximised and that the common pitfalls associated with implementations are navigated round.
· The benefits of implementing and using an effective (micro) SCM system are significant and far-reaching, in this particular instance the benefits included:
- reduced visits to Stores
- improved working efficiencies (of the Engineers, Stores personnel and fabricator)
- more realistic production plans
- morale raised on the shop floor
- improved efficiency of shop floor
- reduced shop floor overtime
- improved profitability per job
- better service provided to the customer
· Usage of the micro SCM system has led to a saving of over £44,417 per year.
· Effective and mutually beneficial communications necessitate that information flow in both directions.
· More details about the micro SCM system that has been developed can be found online at: www.leanscm.co.uk/saftronics
New technology enables SMEs to do things that were not feasible for them a few years ago. Low risk high return projects having payback times of months rather than years are achievable when applying the potential of new technology to solving old problems in innovative and novel ways. Reluctance to seek out and exploit these opportunities for increased efficiencies will lead to stagnation and the continued decline of the manufacturing industry in the UK. SMEs – this is your call to action!
11 REFERENCES
Barker, R., (1996), "Value chain development: An account of some implementation problems", International Journal of Operations & Production Management, Volume 16 Number 10, pp23-36.
Brandt, J., (1997), "Skills gap? Who cares?", Industry Week, December 15th, pp6.
Dobbeck, D. & Woods, W., (1994), "Mapping industrial activity", OECD Observer, June-July Number 188, pp19-24.
EC Commission & WEFA, (1994), "UK has the competitive edge", Management Today, February, pp27.
Jones, A., Kochhar, A. and Hollwey, M., (1998) Education and Training Requirements Specification for Implementation of Manufacturing Control Systems. Strategic Management of the Manufacturing Value Chain, pp439-446. Kluwer Academic Publishers.
Jones, A., O’Toole, B., Webb, D. and Robinson, J., (2003) Impact and Effectiveness of a Change Agent in the Development of the Operations Systems in an SME. Advances in Manufacturing Technology XVII, pp423-428. Professional Engineering Publishing.
McClenahen, J., (1999) "Hot Tip: Manufacturing" Industry Week, Volume 248, Issue 1, pp35.
Poirier, C. and Bauer, M., (2000), E-Supply Chain, Berrett-Koehler Publishers Inc.

4ETO:
4
Contact 4
ERP:
ERP Software Modules
ERP Business Processes
ERP Dictionary by Category
Papers & Articles:
Index of Articles
ERP Training
CIM Seminar
ERP TNA Development
ERP Education
Computerised ERP TNA
Operations Improvements
Change Management
Production Planning Systems
Supply Chain Optimisation
S&OP and SCM
SCO Software
micro SCM Implementation